您可能对淄博本地以下产品新闻也感兴趣
更新时间:2024-12-28 00:59:44 浏览次数:13 公司名称:莱芜 兴泰工程材料有限公司











地道止水带作为地道止水的重心,止水带的施工直接关系到整个地道的止水效果。在地道止水施工过程中,止水带的接头不得设在布局转角处,并尽可能不设接头。淄博铜止水铜止水
止水带埋设方位,其中心空心圆环应与变形缝的中心线重合;止水带定位时,应使其在界面部位坚持平展,防止止水带翻滚、扭结,如发现有扭结不展表象应及时进行调正。在固定止水带和灌筑混凝土过程中应防止止水带偏移,防止单侧缩短,影响止水作用。可选用位钢筋仔细定位。止水带先施工一侧混凝土时,其端头模板应支撑结实,严防漏浆。
地道断面变化处或转角处的阴角应抹成半径不小于50mm的圆弧,以便止水带施工。止水带在地道断面变化处或转角处应做成弧形,橡胶止水带的转角半径不该小于200mm,钢片止水带不该小于300mm,且转角半径应随止水带的宽度增大而相应加大。
不得在止水带上穿孔打洞固定止水带。在固定止水带和灌筑混凝土过程中应注意维护止水带不被钉子、钢筋和石子等刺破。如发现有刺破、分裂表象,应及时修补。宜加强混凝土振捣操控,扫除止水带底部气泡和空地,使止水带和混凝土紧密结合,应注意防止振捣形成止水带偏位或破损。
止水带的长度应依据施工需求事先向生产厂家定制,尽量防止接头。如确应接头,应衔接结实,宜设置在距铺底面不小于300mm的边墙上。依据止水带原料和止水部位可选用不一样的接头办法。橡胶止水带的接头方式应选用搭接或复合接;塑料止水带的接头方式应选用搭接或对接。止水带的搭接宽度不该小于100mm,冷粘或焊接的缝宽不该小于50mm.铜;加入锡即成青铜。
淄博铜片止水厂家现货供应
铜止水片(是由紫铜或纯铜生产加工而成),淄博铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。
气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。
其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。
需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。
1.火苗的引燃
焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。
淄博铜片止水厂家现货供应
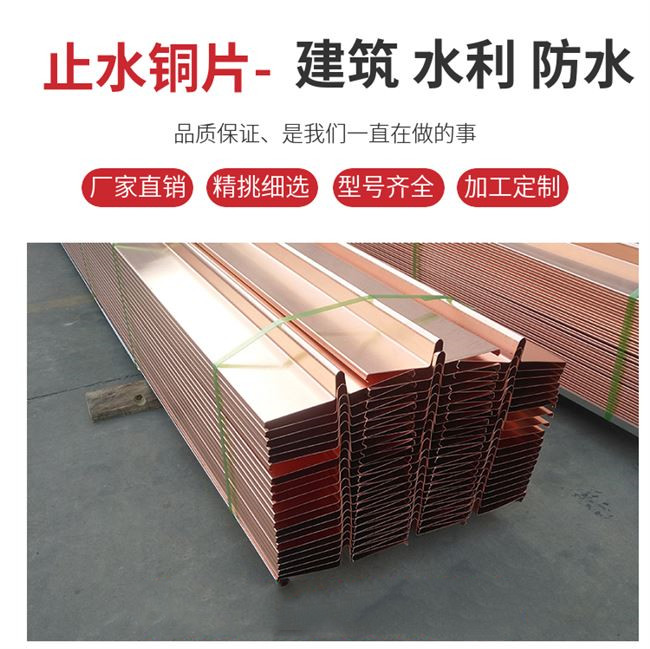
紫铜止水常被广泛的使用于各种水工建筑的防渗水、漏水中,淄博铜止水根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。
紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。
铜片止水广泛应用于各大水工建筑中,为整个工程的防渗水、漏水方面起到了不可磨灭的重要作用。而铜片止水原材料以紫铜加工而成,具有优良的延伸、导电、导热、耐蚀等性能和良好的工艺性能、物理性能、化学性能、机械性能、工业性能等,可随纯度、温度、生产方法、金属组织、塑性变形程度等不同而变化。所以铜片止水可满足水工建筑的不同需求而得到广泛应用。
淄博铜片止水厂家现货供应
我国的建筑技术发展迅速,在建筑物中安装铜片止水带的技术已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。
止水接头现场焊接施工工艺及方法
淄博铜止水 A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在
焊粉中,焊粉采用气剂301.
B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷;
或砂纸去除表面油污和吸附的气体。
C、焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成
脆性的氧化亚铜:碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。
D、焊前首先将焊件预热:预热温度为400 500‘C。
E、由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷,
同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层:数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。
淄博铜片止水厂家现货供应